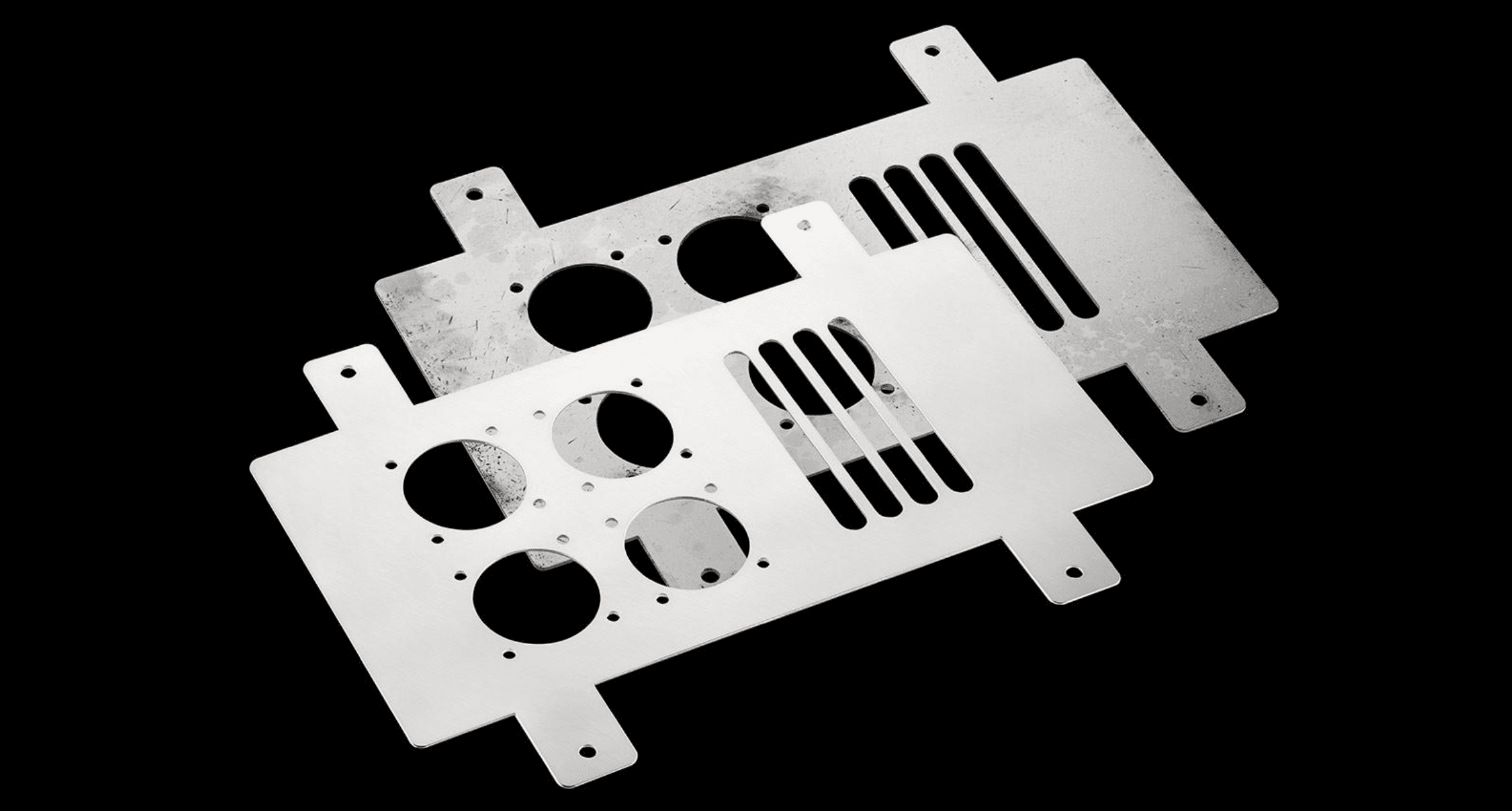

Ett företag som vill effektivisera och framför allt säkerställa kvalitén gällande efterbearbetning av skurna detaljer kan göra det genom att använda sig av en avgradningsmaskin. En ledande tillverkare av avgradningsmaskiner är tyska Lissmac som har en ny modell, SBM-L evo.
För 15 år sedan lanserade Lissmac serien SBM–L som hanterar detaljer med en tjocklek på upp till 50 mm. I en SBM–L kan dubbelsidig avgradning och kantrundning utföras. Slipning och gradning av båda sidor kan ske samtidigt på plana detaljer, det vill säga en operatör behöver inte vända på detaljerna då båda sidorna på en detalj blir helt färdiga i en enda operation.
Genom att använda sig av en maskin där dubbelsidig avgradning utförs kan en verkstad tjäna 60–70 procent i tidsbesparingar jämfört med en avgradningsmaskin där operatören måste vända på detaljerna. Lissmac har utvecklat SBM-L-serien med SBM-L evo som står för evolution och finns i tre olika utföranden, 1000, 1500 och 2000 mm:s bredd. I evo-serien kan även dubbelsidig avgradning utföras.
–SBM-L evo är mer användarvänlig där en operatör behöver utföra färre justeringar. Maskinerna har bland annat givare som mäter av verktygen och kompenserar stationera. Det enda en operatör behöver justera i en SBM-L evo är att byta slipband, det övriga sköts helt automatiskt, säger Emil Carlson, vd för Maskinab som är återförsäljare av Lissmac i Sverige.
Slipband byts med jämna mellanrum
SBM–L evo klarar materialtjocklekar från 0,5 mm och upp till 60 mm, med andra ord maskinerna i serien täcker in vad de flesta legotillverkare arbetar med.
Emil Carlson lyfter fram att SBM–L evo–maskinerna är mycket energieffektiva.
–Dels för att båda sidorna på detaljer kan avgradas i en enda operation, dels för att i en SBM-L evo-maskin finns det inget vakuumbord som håller i detaljerna, de hålls fast med tryckrullar. Det krävs alltså ingen energi för att hålla fast detaljerna.
Som standard är SBM-L evo-maskinerna utrustade med Lissmac Set up assistent (LISA). Det är ett mjukvaruprogram som hjälper operatören att ställa in avgradningsmaskinen korrekt. Med LISA blir det mindre manuell inställning, färre fel och högre repeterbarhet. Mjukvaran innebär också en snabbare uppstart av jobb och kortare stilleståndstider mellan olika serier.
Tanken med LISA är att det ska bli mer användarvänligt att programmera maskinen. Med LISA kan man söka sig fram till ett redan sparat program genom att ange ett antal parametrar.
Man kan ange hur mycket grader det finns på detaljen eller om både ovan och undersidan ska gradas. Om det finns folie på ena sidan eller om det är en ren plåt. Därefter får man ett färdigt förslag på hur detaljen ska avgradas.
I maskinen finns en givare som kontinuerligt mäter höjden på kantrundningsblocken, givaren kommer ihåg vilka parametrar och vilken höjd de är inställda på.
Efter att man har gjort ett arbetsprogram av en detalj kan det sparas i princip hur länge som helst. När ett sparat program ska köras ännu en gång är det bara att hämta det från maskinens styrsystem, resultatet av avgradningen blir lika bra varje gång.
Att använda en avgradningsmaskin som Lissmac ger fördelar som att den skapar dekorativ ytfinish med slipning och polering, minskar skaderiskerna med vassa kanter, bryter kanter efter klippning, stansning, gas-, laser-, plasma-, eller vattenskärning.
Med en avgradningsmaskin kan ett företag kraftigt minska produktionstiderna för efterbearbetning av detaljer (upp till 90 procent) jämfört med att utföra denna process manuellt med en handhållen slipmaskin.
Avgradningsmaskiner är idag betydligt mer förekommande inom verkstadsindustrin än jämfört med för 10–15 år sedan.
–Det beror bland annat på att fiberlaserskärmaskinen är så populär. Det blir mer grader och vassare kanter vid skärning i en fiberlaserskärmaskin jämfört med CO2-lasern, säger Emil Carlson.
Företagen köper avgradningsmaskiner, dels för att kvalitetssäkra skurna detaljer, dels för att det inte är ekonomiskt att maskinoperatörer lägger ned värdefull tid på att avgrada detaljer med en handburen slipmaskin.
–Att slipa för hand är en kostsam process, avslutar Emil Carlson.